Produzione di parti prodotte con metallurgia delle polveri
Per creare i componenti tramite metallurgia delle polveri si utilizzano molti tipi di metalli diversi, tra cui le polveri di ferro, rame e acciaio.
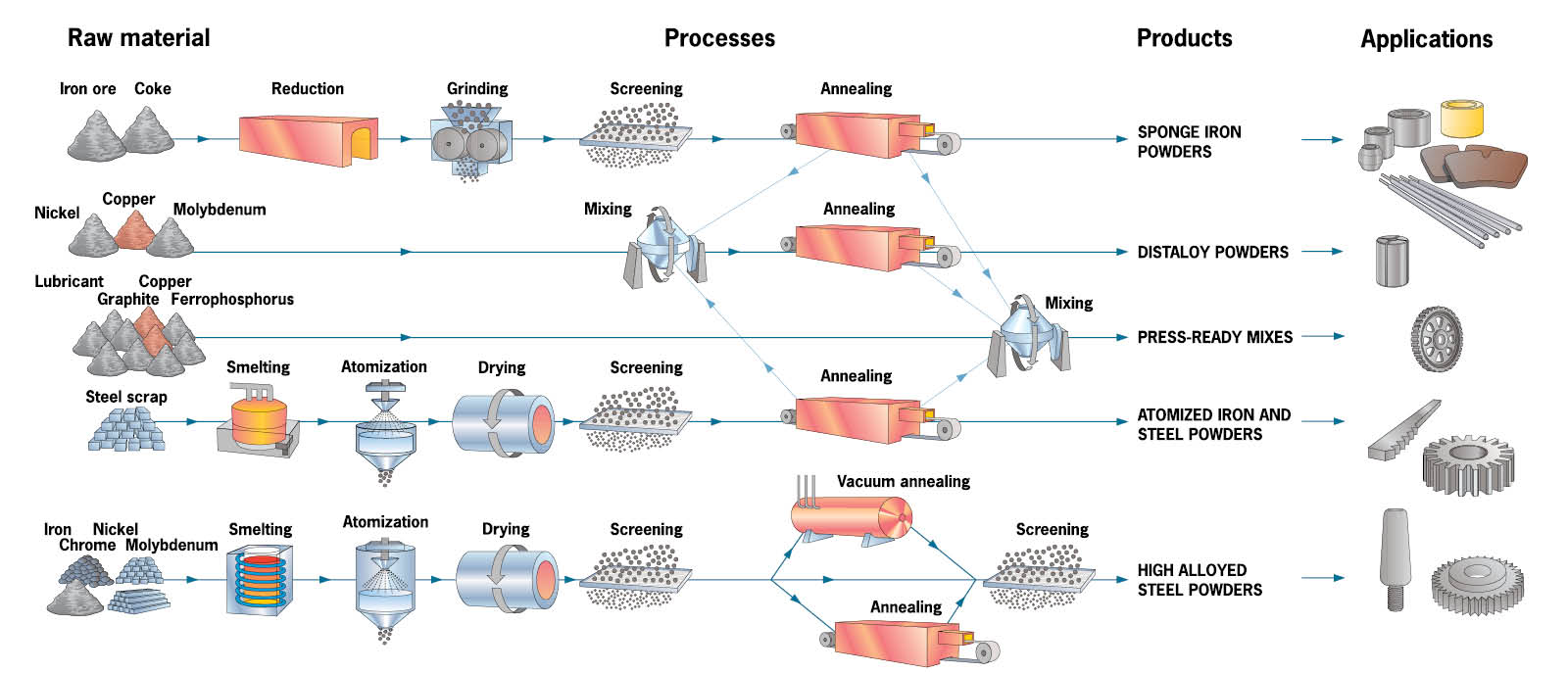
Processo di produzione delle polveri di ferro e acciaio
 Produzione delle polveri
Produzione delle polveri Esistono due metodi di produzione delle polveri comunemente utilizzati : il metodo chimico e il metodo di atomizzazione.
- Chimico: Il metallo viene trasformato dagli ossidi del minerale direttamente in polvere metallica a una temperatura inferiore al punto di fusione.
- Atomizzazione: La lega metallica fusa passa attraverso un ugello e sottoposta a un getto d'acqua o di gas ad alta pressione. Si formano piccole goccioline che si solidificano in particelle.
Una volta prodotta, la polvere metallica viene mescolata. A questo punto possono essere aggiunti altri elementi, tra cui lubrificanti, carbonio e/o elementi leganti.
Compattazione della polvere in una matrice di carburo Per produrre i componenti, le polveri miste vengono compattate ad alta pressione in una matrice di carburo. In questa fase, il pezzo ha la forma del componente finito, ma non ha la resistenza richiesta. Questi componenti sono noti come parti "verdi".
Sinterizzazione del componente Per sviluppare le proprietà meccaniche e fisiche necessarie, il componente viene sinterizzato ad alta temperatura in atmosfera protettiva. Il legame avviene per diffusione tra particelle adiacenti.
Trattamenti finali A seconda dell'applicazione, alcune parti possono subire trattamenti aggiuntivi, tra cui la pressatura isostatica a caldo, l'impregnazione d'olio, l'indurimento superficiale o placcatura.
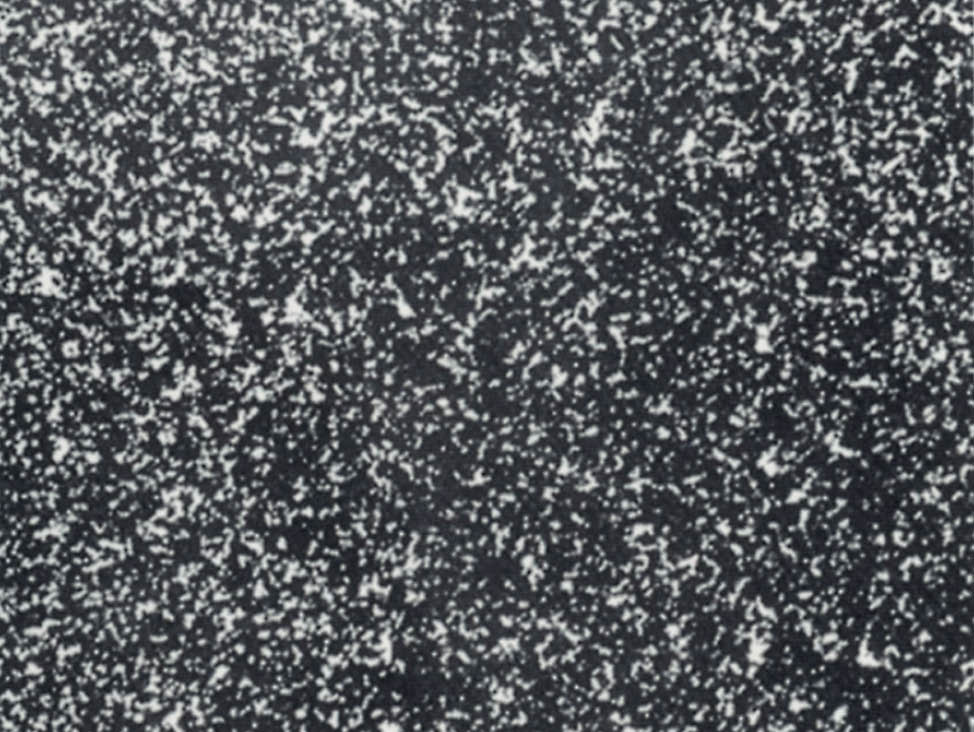
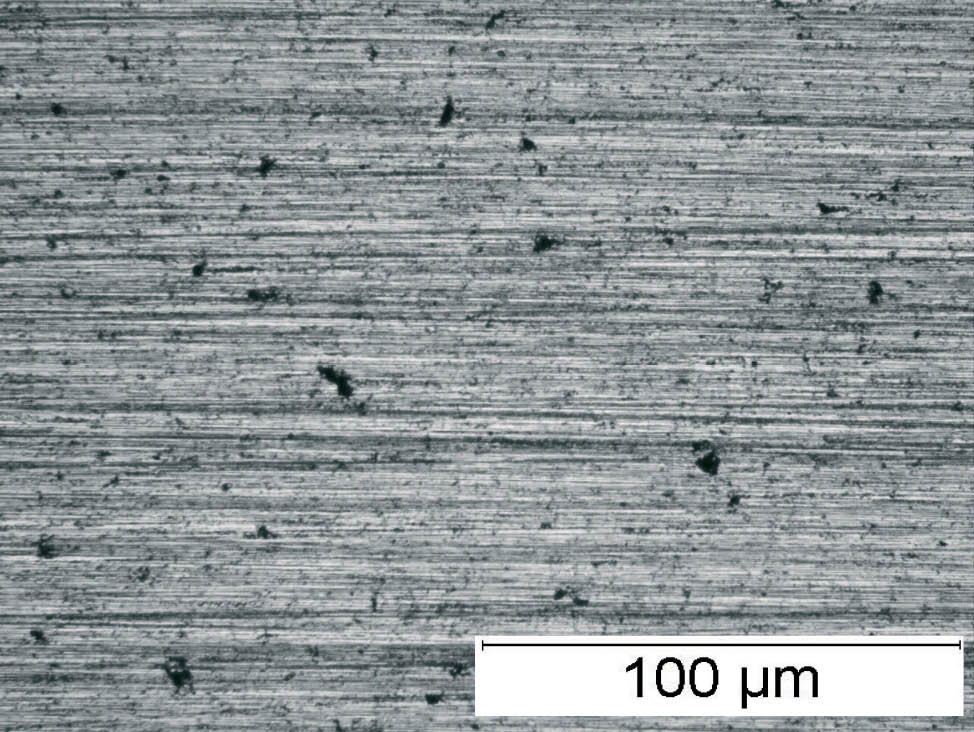
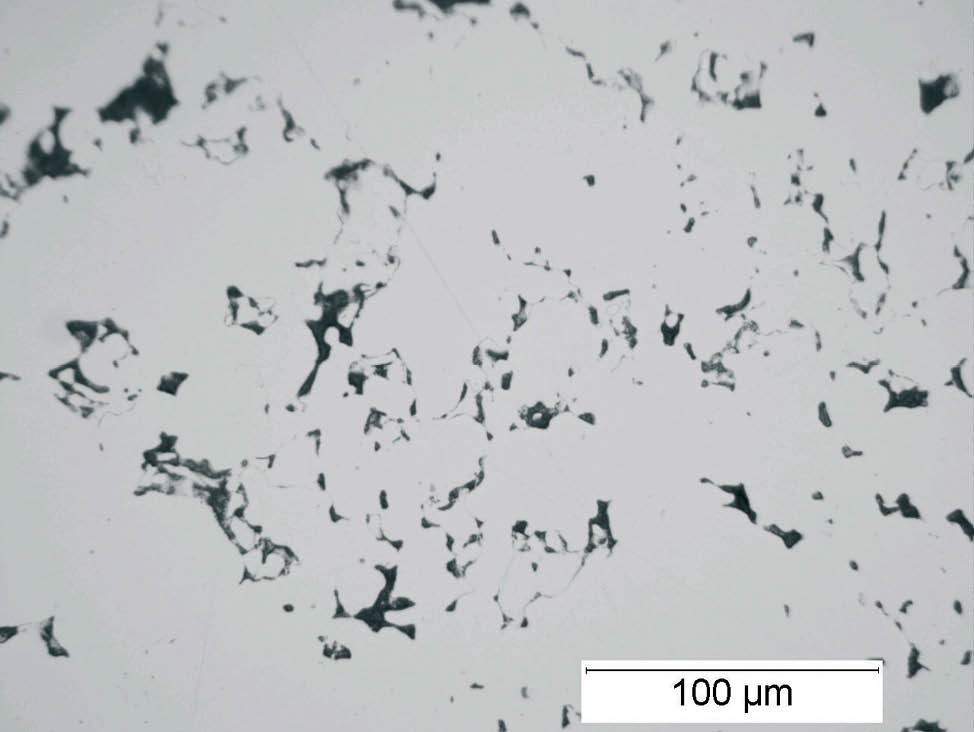
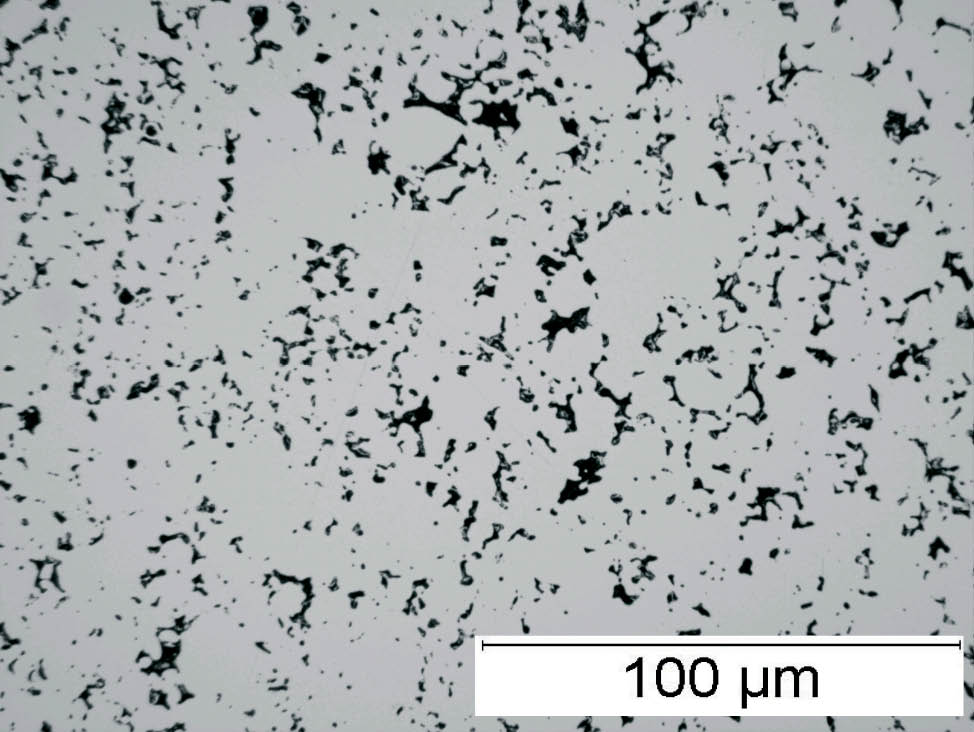
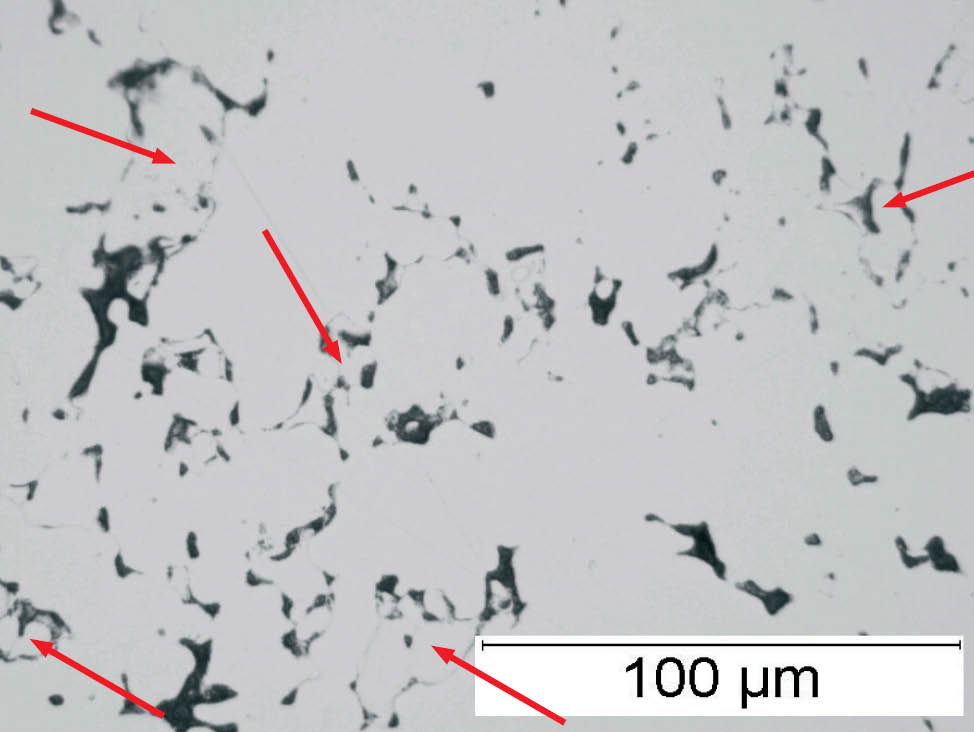
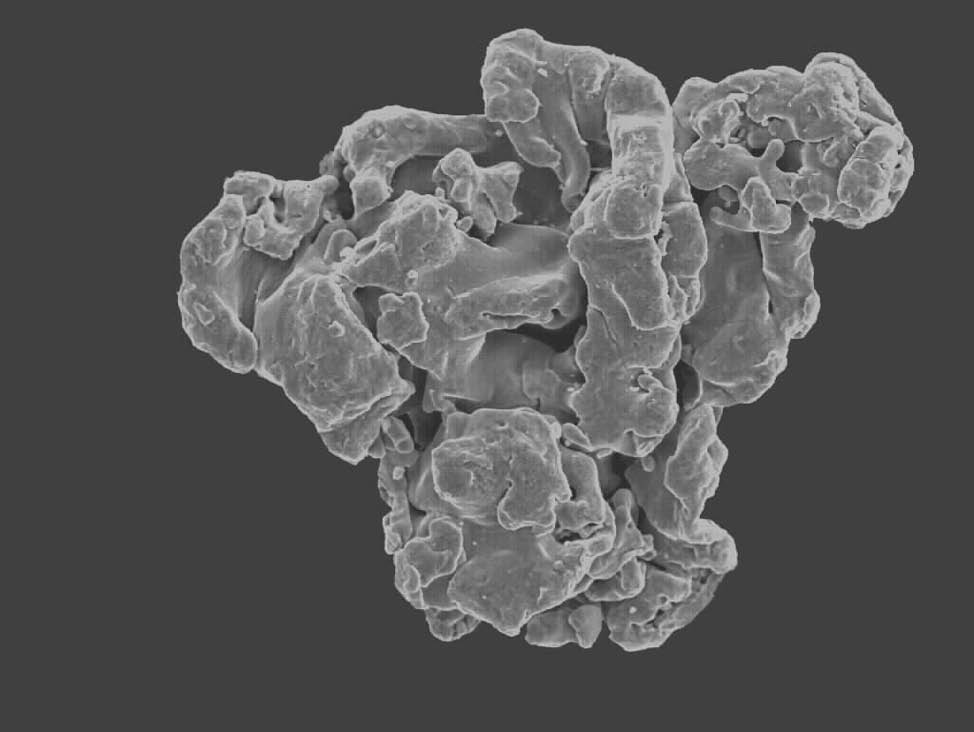 Fig. 4: Polvere di ferro spugnoso, SEM
Fig. 4: Polvere di ferro spugnoso, SEM